| 型号:TY165 | 品牌:苏州天原 | 作用原理:脉冲 |
| 作用对象:金属 | 电流:交流 | 规格:TY165 |
| 产品别名:精密焊管机 |
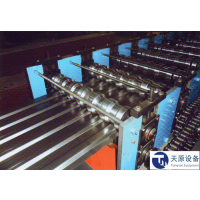
工艺流程
开卷→剪切对焊→卧式螺旋活套→校平→轧制成型→高频焊接→刮刀→冷却 →定径→矫直→飞锯切料→下料台
一、开卷机
结 构 形 式 :采用(单头)液压涨缩装置,能更快更换刚卷;
适应钢带内径 φ508mm
钢带外径:≤φ1600mm
钢带宽度: 150~520mm
钢带卷重:≤8吨
制动形式:气动、强弱制动°
二、助卷、整平.直头机;
助卷:由液压缸带动,可以上下摆动及伸缩,压送辊由电机带动(4KW)
直头机铲头机伸出把带钢娇直引入整平机、
整平机:采用2.2kw电机上下压紧、送料电机15kw,7辊整平
三、剪切对焊机(液压式龙门剪)
作用:1.切除钢带头尾的缺陷部分以及带卷中间的缺陷部分;
2.在对焊前切头切尾,使对焊接头平直对正,利于对焊;
结构形式:液压剪+焊接
钢带对缝形式:手工;
剪切厚度:1.0~6.0mm
剪切宽度:520mm
刀片材料:T12A
刀片刃数:2
2、卧式螺旋活套
卧式活套:由外套引入,中心出料;
活套直径:6米
钢带宽度:150~520mm
钢带厚度:2.0~6.0mm
充料速度:≥150m/min
结构形式:转向机架,夹送机构(18.5KW交流调速电机),活套主体(37KW
交流调速电机)
进出料(钢带)控制:进料为手动控制,与开卷机同用操作台;出料为无动力
3、成型定径机组
3.1进料装置
导向立辊:矫平辊后一对导向立辊,通过手动调节对中开合调整;
矫平辊:采用7辊矫平装置,使钢带平稳进入成型机组;
矫平辊为无动力辊,下辊固定,上辊通过首轮丝杆上下调整;
3.2成型机架
本机组采用底线水平辊式成型原理,轧辊采用双半径孔型。
成型要求:
外径:φ60~φ165mm;
壁厚:圆管2.5~6.0mm;
3.3成型机架规格:
辊架 数量 辊架轴径 轧辊轴材料 轴热处理
水平辊架 7 φ110mm 40Cr 调质高频淬火
立辊架 8 φ65mm 40Cr 调质高频淬火
3.4成型机架机构要求:
1.在后三道平辊机架前设置一组两架立辊群机架,避免管坯表面擦伤;
2.在每个开口成型水平机架上辊方轴承顶部都设由过载保护装置,当
遇到过载时该垫有缓冲,以保护水平辊和传动装置,不需要更换
新的缓冲垫
3.水平辊架为龙门式结构,其中:
开口成型:4机架
闭口成型:3机架
4.立辊架为滑槽式结构,其中:
双立辊导向,手动调节同时开合和对中;
配立辊上下调节机构;
5.换辊方式:侧拉式;
6.机架润滑:水平辊架后端排架使用油枪油脂润滑,配加油嘴;
四、焊接设备(机械部分)
4.1、焊缝导向机架:(1套)导向辊由上下两个辊子组成,中间装有导向刀片,焊缝角度通过螺杆调节;
4.2.焊接挤压辊机架:(1套) 四辊式,压辊加压将熔融
的金属挤压并焊合在一起;
4.3.侧挤压辊轴装辊直径:φ65mm;
4.4.外毛刺去除装置(1架)装有可交替使用的前后刀具座,手轮调整刀
具的高度和横向位置并加装有气动快速进退刀装置;
4.5.下支承部分:硬木板支承,高度可调;可***焊缝切削光滑平整
4.6.磨光辊机架:(1架)立辊式,手动调节开合和对中
4.7.冷却装置型式:喷淋和溢池联合式
五、定径机架
5.1定径要求:
管径:φ60~φ165mm
壁厚:圆管2.5~6.0mm;
5.2定径机架规格:
辊架 数量 辊架轴径 轧辊轴材料 轴热处理
水平辊架 6 φ110mm 40Cr 调质高频淬火
立辊架 6 φ65mm 40Cr 调质高频淬火
5.3定径机架机构要求:
1.换辊方式:侧拉式
2.上辊调整:左右单独调整。
3.立辊架为滑槽式结构,双立辊导向,手动调节同时开合和对中;并带
上下调节机构;;
4.机架润滑:水平辊架后端排架使用油枪油脂润滑,配加油嘴;
5.4(土耳其头)、
作用:矫直钢管平直度,引导钢管正确进入飞锯,也可对方距管进行整径;
结构:四辊土耳其头,分别上下、左右调整和旋转调整;
数量:两架单面土耳其头;
矫直钢管直径:φ50~φ165mm
钢管壁厚:2.5~6.0mm
六、电脑飞锯机
型式:微机定尺飞锯;
用途:1.确定钢管定长切断位置,并能快速起动使切断设备与作业线速度同步;
2.维持切断设备与作业线速度同步,切断机构动作切断钢管;
3.快速复位;
控制方法:微机控制电机通过减速箱传动齿轮齿条驱动飞锯小车;
切割方式:热摩擦金属锯切;
锯车运行速度:50m/min
锯切管径:φ60~φ165mm
锯切管壁厚:≤6.0mm
切割精度:±3mm
定尺长度:4~10m
锯片规格:φ1000×120×6.0
锯片转速:3400rpm
锯切电机:75KW
跟踪电机:22KW
气动系统:0.4~0.7Mpa
七、后辊道架
支架结构形式:采用型钢焊接结构;
辊道架标高:与管件轧制、飞锯下料中心标高一致;
托辊形式:托辊为V型辊
托辊运转动力:采用5KW电机拖动,可满足不同生产速度的需求;